KHOAN VÀ KHOAN RỘNG LỖ
– Chiều sâu khoan t, mm:
Khi khoan vật liệu đặc: t = D/2 (mm)
Khoan rộng, khoét, doa: t = (D-d)/2 (mm)
– Lượng chạy dao khi khoan với: Mũi khoan bằng thép dụng cụ mài côn kép tra bảng 1. Mũi khoan gắn mảnh hợp kim cứng tra bảng 2.
– Lượng chạy dao khi khoan rộng lỗ: Mũi khoan thép dụng cụ bảng 3, mũi khoan gắn hợp kim
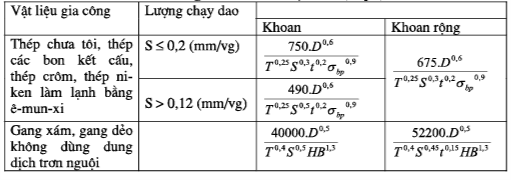
Lượng chạy dao khi khoan bằng mũi khoan mài côn kép vật liệu dao là thép dụng cụ ( Bảng 1)

Hệ số điều chỉnh khi tính lượng chạy dao phụ thuộc vào chiều sâu mũi khoan (đối với một nhóm chạy dao) ( Bảng 2)
 Lượng chạy dao khoan rộng lỗ khi dùng mũi khoan bảng thép dụng cụ mài côn kép ( bảng 3)
Lượng chạy dao khoan rộng lỗ khi dùng mũi khoan bảng thép dụng cụ mài côn kép ( bảng 3)

Chọn lượng chạy dao khi khoan (bảng 1-3) lượng chạy dao lớn nhất (nhóm I) dùng khi khoan lỗ trong phôi cứng:
a, Không có dung sai hoặc có dung sai đến cấp chính xác 5.
b, Sau đó còn gia công bằng một dụng cụ khác.
Lượng chạy dao trung bình (nhóm II) dùng khi khoan các lỗ trong phôi không được cứng vững (dạng hộp có thành mỏng):
a) không có dung sai hoặc có dung sai cấp chính xác 5
b) Sau đó còn gia công bằng một số dụng cụ khác
c) Trước khi cắt ren bằng ta-rô.
Lượng chạy dao khi khoan bằng mũi khoan hợp kim cứng ( bảng 4 )

Lượng chạy dao khi khoan rộng lỗ bằng mũi khoan gắn hợp kim cứng (Bảng 5)

Lượng chạy dao nhỏ nhất (nhóm II) khi khoan lỗ chính xác, sau đó gia công lần nữa bằng mũi khoét hoặc mũi doa và phôi có độ cứng vững kém, mặt tựa không ổn định.
Lượng chạy dao đảm bảo độ bền mũi khoan tính theo công thức:

Theo lượng chạy dao của mũi khoan chọn trong bảng 1 xác định được lực cắt chiều trục, mà so với lực do cơ cấu chạy dao của máy (theo ∏acnoty) đảm bảo.
Chọn lượng chạy dao khi khoan rộng lỗ: (bảng 3 và 5) lượng chạy dao lớn (nhóm I) dùng:
a) Khi khoan rộng lỗ có dung sai hoặc đạt cấp chính xác bậc 5.
b) Khi khoan rộng lỗ sau đó còn gia công bằng một số dụng cụ khác (mũi khoét hoặc dao tiện trong và mũi doa hoặc đầu doa).
c) Khi khoan rộng lỗ sau đó còn cắt ren bằng ta rô hoặc bằng dao cắt gọt với điều kiện là gia công sau khi khoan bằng dao khác hoặc bằng lưỡi dao doa.
Lượng chạy dao (nhóm II) dùng:
a) Khỉ khoan rộng lỗ sau đó cắt ren bằng ta-rô hay tiện trong.
b) Khi khoan rộng lỗ sau đó gia công một lần nữa bằng mũi khoét với chiều sâu cắt bình thường hoặc hai lần.
Chạy dao nhỏ (nhóm III) dùng khi gia công lỗ đạt cấp chính xác 4 và độ bóng ∇5 (với thép), ∇6 (với gang) với điều kiện sau đó gia công thêm một lần nữa bằng mũi khoét với chiều sâu cắt nhỏ, hoặc một lần bằng mũi doa.
Tốc độ cắt: mũi khoan bằng dụng cụ. Tốc độ khi khoan và khoan rộng lỗ tinh theo công thức trong bảng 6.
Công thức tính tốc độ cắt ( bảng 6)

Giá trị các hệ số và số mũ của các công thức trên trong bảng 7 — 9. Hệ số điều chỉnh tốc độ cắt cho trong bảng 8 — 10.
Trị số hệ số Cv và số mũ trong công thức tính tốc độ cắt (Bảng 7)

Hệ số điều chỉnh tốc độ cắt với điều kiện làm việc thay đổi, phụ thuộc vào(Bảng 8)

Trị số hệ số Cv khi khoan thép không rỉ và thép chịu nóng (Bảng 9)

Hệ số điều chỉnh tốc độ cắt cho trong bảng 8 và 10.
Mũi khoan hợp kim cứng: Tốc độ cắt khi khoan và khoan rộng lỗ tính theo công thức cho trong bảng 11.
Lực cắt và mô men xoắn: công thức tính lực cắt p (KG) và mô men xoắn Mk(KGmm) đối với mũi khoan bằng thép gió xem bảng 12— 16 cộng với mũi khoan hợp kim cứng xem bảng 17.
Hệ số điều chỉnh tốc dộ cát phụ thuộc vào chiều sâu khoan (Bảng 10)
 Công thức tính tốc độ cắt V (m/ph) (Bảng 11)
Công thức tính tốc độ cắt V (m/ph) (Bảng 11)
Công thức tính lực cắt và mô men xoắn khi khoan và khoan rộng lỗ thép các bon, thép hợp kim, gang bằng mũi khoan thép gió ( Bảng 12)

Giá trị các hệ số và số mũ trong công thức tính lực cắt và mô men xoắn khi khoan bằng mũi khoan thép gió (Bảng 13)

Hệ số điều chỉnh lực cắt và mô men xoắn trong điều kiện làm việc thay đổi phụ thuộc vào (Bảng 14)

Công thức tính toán lực cắt, mô men xoắn khi khoan thép không ri và thép chịu nóng bằng mũi khoan thép gió (Bảng 15)

Hệ số điều chỉnh để tính lực cắt và mô men xoắn phụ thuộc vào độ sắc mũi khoan (bảng 16)

Công thức tính lực cắt và mô men xoắn khi khoan và khoan rộng lỗ bằng mũi khoan bằng hợp kim (Bảng 17)

Chế độ cắt khi khoan chất dẻo bằng dao thép gió (Bảng 18)