1/ Gia công tiện là gì?
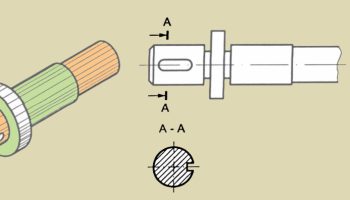
Tiện là gia công cắt tạo phoi cho chi tiết có mặt trụ tròn quay chủ yếu với dụng cụ (dao tiện) một mặt cắt. Thông thường chi tiết quay với chuyển động tròn. Nếu các phương pháp gia công khác được thực hiện thêm cho chi tiết hoàn toàn trên máy tiện, thí dụ như phay mặt chia khóa, người ta gọi đó là gia công toàn bộ (Hình bên dưới).

Trong trường hợp này, các dụng cụ và thiết bị phụ trợ (đổ gá) được truyền động để có thể sản xuất được các mặt phẳng, rãnh và lỗ khoan ngang.
2/ Phương pháp tiện
Tùy theo loại bề mặt gia công người ta phân biệt các phương pháp tiện: tiện tròn, tiện vạt mặt (tiện mặt đẩu), tiện ren, tiện chích rãnh, tiện định hình và tiện tạo dạng (Bảng 1). Người ta có thể phân chia tiếp tục qua hướng chuyển động của bước tiến ngang hay dọc với trục quay.

Tùy theo vị trí điểm gia công ở chi tiết có thể chia phương pháp tiện ra làm tiện trong và tiện ngoài (Hình 2). ở tiện ngoài, dụng cụ tiện (dao tiện) có đủ chỗ (không gian). Dao tiện có thể chọn lớn để không bị đẩy trong quá trình gia công khi lực cắt xuất hiện, ở tiện trong,việc lựa chọn dao tiện bị hạn chế vì hình dạng của chi tiết.
Trong phương pháp gia công tiện, việc tạo phoi được thực hiện qua chuyển động cắt và chuyển động bước tiến (Hình bên dưới)
Độ lớn của tốc độ cắt V cơ bản dựa theo độ bền của vật liệu chi tiết cũng như độ bền mài mòn và độ bền chịu nhiệt của vật liệu cắt.
Bước dẫn tiến f là đoạn được đi của dụng cụ ở một vòng quay của chi tiết. Tiện thô sử dụng bước tiên lớn, tiện tinh sử dụng bước tiến nhỏ. Qua chuyển động cho ăn dao, chiều sâu cắt được xác lập
3.1/ Các thông số hình học của dao tiện
Mũi dao tiện bị giới hạn qua mặt cắt tạo phoi (mắt trước) và mặt thoát (mặt sau chính) (Hình bên dưới). Cạnh cắt cua hai mặt tạo thành lưỡi cắt chính. Lưỡi cất này nằm ở chiều bước dẫn tiến và thực hiện nhiệm vụ chủ yếu trong quá trình tiện. Lưỡi cắt chính đi qua mũi dao bo tròn ở lưỡi cắt phụ
Lưỡi cắt chính và lưỡi cát phụ tạo thành góc mũi dao s (Hình 3). Góc này nên lựa càng lớn càng tốt nhằm cải tiện sự tỏa nhiệt và ổn định của dao tiện. Để tránh mũi dao (cạnh cắt) bị mẻ thì góc mũi dao phải bo tròn. Thông thường bán kính góc mũi dao từ 0.4mm đến 2.4mm. Độ lớn của bánh kính mũi và bước dẫn tiến xác định độ nhấp nhô lỹ thuyết Rth ở chi tiết
Sự ổn định của mảnh cắt trở mặt tăng lên khi góc mũi và bánh kính mũi tăng. Ở tiện thô vi lực tải cắt cao, dao tiện làm việc với góc mũi và bán kính lớn hơn ở tiện tinh, ở bán kính mũi lớn cùng với bước tiến có khả năng tạo độ bóng bề mặt cao hơn ở bán kính mũi nhỏ. Tuy nhiên phần lớn bán kính nhỏ vẫn được sử dụng ở gia công tinh vi thông thường cũng được tiện với bước dẫn tiến nhỏ. Khi sử dụng bán kính mũi lớn thì lực đẩy cho dụng cụ và chi tiết qua độ lớn của lực thụ động Fp mạnh hơn (Hình 5). Lực này có thể dẫn đến sự rung động và làm xuất đi độ bóng của bề mặt
Ở tiện thô người ta làm việc với góc mũi lớn và bán kính mũi lớn, ở tiện tinh thông thường với bước dẫn tiến nhỏ và hóc mũi nhỏ. Trong điều kiện làm việc ổn định bán kính mũi ở tiện tinh có thể lớn
3/ Thông số cắt
Dữ liệu cắt trong phương pháp tiện được xác định là tốc độ cất V, bước dẫn tiến và chiểu sâu cắt. Qua việc chọn đúng thông số cắt thích hợp sẽ đạt được:
- Tuổi bền tối ưu của dụng cụ
- Kết cấu phoi thuận lợi
- Độ bóng bề mặt yêu cẩu
- Lượng phoi cắt lớn
- Lực cắt nhỏ như có thể
- Tốc độ cắt và số vòng quay
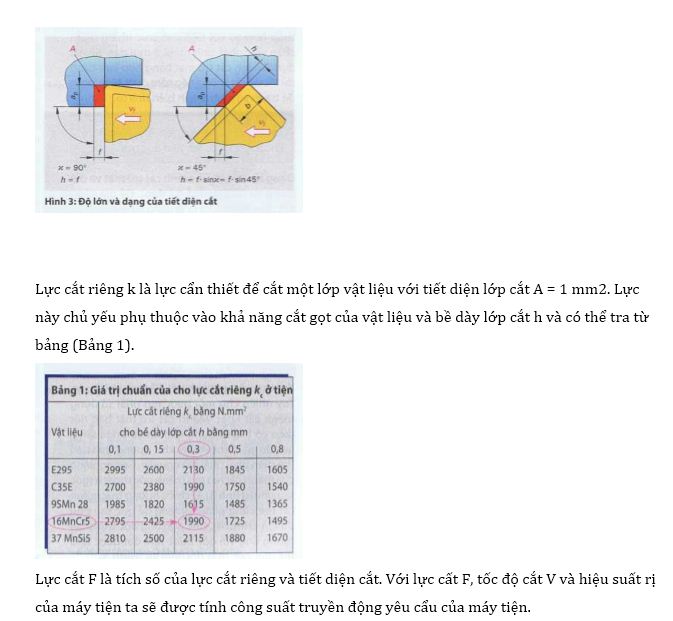
Sự chọn lựa tốc độ cắt V cơ bản tùy thuộc theo khả năng gia công của vật liệu, vật liệu cắt được sử dụng và phương pháp tiện. Giá trị chuẩn cho tốc độ có thể tra ở bảng này hay ở danh mục (catalog) vật liệu cắt do nhà sản xuất cung cấp (Bên dưới là bảng thông số minh họa)

Thí dụ như để tiện phá chi tiết bằng thép hợp kim có hàm lượng carbon 0,35% với mũi hợp kim cứng có lớp phủ. HC- P15.Tra theo bảng 1 cho kết quả: bước dẫn tiến 0,4 mm, tốc độ cắt là 315 m/phút. ở máy tiện điều khiển kỹ thuật số (NC), tốc độ cắt thích hợp chủ yếu được lưu trữ vào ngân hàng dữ liệu (cơ sở dữ liệu), như vậy lúc lập trình sẽ có một giá trị khởi đầu được để nghị, ở máy tiện với số vòng quay thay đổi theo bậc, số vòng quay n phải xác định theo tốc độ cắt được lựa chọn và đường kính của chi tiết tiện. Tốc độ điều chỉnh có thể đọc từ biểu đồ vòng quay (Hình 1) hay được tính từ tốc độ cắt V và đường kính phôi d

Bước dẫn tiến tính bằng đơn vị mm (mỗi vòng quay) nên chọn càng lớn càng tốt lúc tiện phá (tiện thô). Bước tiến bị hạn chế bởi công suất của máy, tải cho phép của lưỡi cất, sự ổn định của chi tiết và an toàn của việc kẹp chi tiết. Để ngăn ngừa việc mũi cắt bị vỡ, bước dẫn tiến không nên vượt quá bước tiến tối đa.
Tiện với mảnh cắt tròn sẽ gia công với bước dẫn tiến lớn (Hình 1). Chi tiết tiện và đơn vị (gá) kẹp phải vững chắc để loại trừ sự rung.


4/ Dụng cu gá kẹp trong quá trình tiện
Dụng cụ tiện phải được kẹp ngắn và chặt để tránh rung. Mép cắt phải chỉnh ở ngay tâm. Đặt lệch tâm là nguyên nhân làm thay đổi hiệu quả góc ở dao tiện (Hình 1). Chỉnh dao trên tâm làm hẹp gốc thoát, cụng cụ đẩy vào. Chỉnh dao dưới tâm lúc chỉnh rãnh sẽ có rìa. Để giảm thời gian lắp đặt, dụng cụ thường được gắn vào đài dao ở ngoài máy và qua gá được chỉnh đúng vị trí chiều cao tâm và chiều dài cán dao nhô ra.
Chỉnh dao trên tâm làm hẹp gốc thoát, cụng cụ đẩy vào. Chỉnh dao dưới tâm lúc chỉnh rãnh sẽ có rìa. Để giảm thời gian lắp đặt, dụng cụ thường được gắn vào đài dao ở ngoài máy và qua gá được chỉnh đúng vị trí chiều cao tâm và chiều dài cán dao nhô ra.
4.1/ Kẹp chi tiết
Chi tiết phải được kẹp an toàn, đơn giản với lỗi đảo mặt đầu càng nhỏ càng tốt và ít biến dạng. Với mâm cặp chi tiết có thể kẹp trong hay kẹp ngoài lỗ. Mâm cặp ba chấu kẹp được chi tiết tròn hay chi tiết có ba hoặc sáu cạnh đều

Ở mâm cặp điều khiển bằng tay các chấu kẹp được di chuyển bởi một đĩa phẳng có đường xoắn ốc hoặc một thanh mêm

Các chấu kẹp không được nhô ra quá dài ngoài mâm cặp vì nếu không sẽ dẫn đến tình trạng lực kẹp quá thấp và nguy cơ tai nạn sẽ tăng lên. Ở mâm cặp bằng lực, lực kẹp tạo ra bằng khí nén hay hay bằng thủy lực. Với số vòng quay cao lực kẹp của chấu kẹp sẽ giảm đi vì lực ly tâp. Do đó mâm cặp cho vòng quay cao có một bộ phận cân bằng lực ly tâm. Lực ly tâm của trong lượng cân bằng tác động ngược lại với lực ly tâm của chấu kẹp và giữ cho lực kẹp gần như không đổi trong phạm vi giới hạn của số vòng quay cho phép.

4.2/ Lực mâm cặp
Lực kẹp lớn quá dẫn đến hư hại bề mặt chi tiết qua các chấu kẹp và có thể tạo ra sai lệnh hình dạng ở chi tiết. Chi tiết có thành mỏng sẽ biến dạng đàn hồi khi siết kẹp quá mạnh. Thí dụ như lúc tiện lỗ khi tháo chi tiết ra không còn tròn vì biến dạng dẻo đàn hồi trở lại.

Lực kẹp phải thích ứng với độ lớn của lực cắt cũng như hình dạng và độ ổn định của chi tiết
4.3/ Ống kẹp đàn hồi (Kẹp rút)
Lực kẹp ở ống kẹp đàn hội được tải ra (truyền đến) gần như toàn bộ chu vi của chi tiets, điều này thuận lợi cho việc chạy đúng và bề mặt của chi tiết tiện. Rất phù hợp với số vòng quay cao.
Ống kẹp đàn hội kéo được điều khiển bởi một ống kéo rút. Khi kẹp chi tiết, ống kẹp đàn hồi có rãnh được kéo vào ống lót côn. Qua chuyển động thẳng của ống kẹp đàn hồi, chi tiết cũng được kéo theo vào một ít. Điều này phải chú ý llucs tiện kích thước dài. Ở ống kẹp đàn hồi nén, việc kẹp được điều khiển bởi một ống kéo rút. Khi kẹp chi tiết, ống kẹp đàn hồi có rãnh được kéo vào ống lót công. Qua chuyển động của ống kẹp đàn hồi, chi tiết cũng được kéo theo vào một ít. Điều này phải chú ý lúc tiện kích thước dài. Ở ống kẹp đàn hồi nén, việc kẹp được điều khiển qua ống lót nén, ống lót nén này được kéo dọc trục qua ống nén. Ống kẹp đàn hồi nén không thay đổi vị trí dọc trục của chi tiết trong lúc kẹp, tuy nhiên vì ống lót nén bổ sung nên nó chiếm nhiều chổ hơn so với ống

5/ Cấu tạo phoi tiện
Trong sựcấu thành phoi trước tiên vật liệu bị dổn nén mạnh lúc mũi dao cắt ấn vào chi tiết (Hình 1). Sau khi vượt qua giới hạn đàn hổi vật liệu gia công bị biến dạng dẻo dẫn đến phoi vỡ vụn ở vùng cắt. Do nhiệt độ lúc cắt và sức ép cao làm cho mảnh vụn phoi hàn dính với nhau và trượt qua mặt trước.