Khi lấy mặt trụ trong của chi tiết làm chuẩn định vị, ta có thể dùng các chi tiết định vị: chốt gá, các loại trục gá…
1.Các loại chốt gá. (hình 2-8).
-Chốt trụ dài (h2-8a): Dùng chốt trụ dài có khả năng hạn chế 4 bậc tự do. Về kết cấu, chiều dài phần làm việc L của chốt sẽ tiếp xúc với lỗ chuẩn D có tỉ số L/D>1,5. Nếu phối hợp với mặt phẳng để định vị chi tiết, thì mặt phẳng chỉ được hạn chế một bậc tự do.
-Chốt trụ ngắn (hình 2-8b,c): chốt trụ ngắn có khả năng hạn chế hai bậc tự do tịnh tiến theo hai chiều vuông góc với tâm chốt . Tỉ lệ L/D< 0,33^ 0,35.
-Chốt trám (chốt vát -hình 2-8d) chỉ hạn chế một bậc tự do.

Vật liệu để chế tạo các chốt gá như sau: khi dc <16mm, chốt gá được chế tạo bằng thép dụng cụ Y7A,Y10A, 9XC, CD70; khi dc >16mm được chế tạo bằng thép crôm-20X, thấm các bon đạt chiều dày lớp thấm 0,8^1,2mm, sau đó tôi đạt độ cứng HRC50^55.
Lắp ghép giữa lỗ chuẩn và chốt gá là mối ghép lỏng nhẹ nhưng khe hở nhỏ nhất (H7/h7) để có thể giảm bớt được sai số chuẩn. Còn lắp ghép giữa chốt và thân đồ gá thường là (H7/k7) hoặc (H7/m7)
– Chốt côn: Các loại chốt côn như hình 2-9.
+ Chốt côn cứng: tương ứng 3 điểm (h2-9a), hạn chế 3 bậc tự do tịnh tiến.
+ Chốt côn tuỳ động (chốt côn mềm): tương ứng 2 điểm (h 2-9b) hạn chế 2 bậc tự do tịnh tiến. Chốt côn tuỳ động dùng khi chuẩn định vị là chuẩn thô nhằm mục đích để bề mặt côn làm việc của chốt côn luôn luôn tiếp xúc với lỗ trong một loạt phôi được chế tạo bằng cách đúc, rèn dập, đột lỗ…


Hình 2-9 : Mặt côn làm việc của chốt, góc a=600 hoặc a=750 khi phôi lớn.
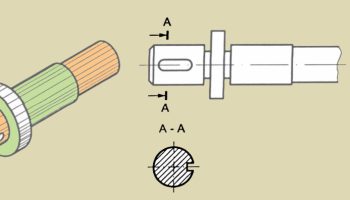
2. Các loại trục gá
* Trục gá hình trụ: là chi tiết định vị để gá đặt chi tiết gia công trên máy tiện, máy phay, máy mài…khi chuẩn là lỗ trụ đã gia công tinh. Chiều dài làm việc của trục gá L phải đảm bảo L/D>1,5 và hạn chế 4 bậc tự do (kết hợp với vai chốt hạn chế 1 bậc tự do).
Lắp ghép giữa mặt chuẩn và mặt làm việc của trục gá phải có khe hở đủ nhỏ để đảm bảo độ đồng tâm giữa mặt gia công và mặt chuẩn thường dùng mối ghép H7/h7, kết cấu của trục gá trụ như (hình 2-10a) hoặc lắp chặt (hình 2-10b)

* Trục gá côn: do trục gá hình trụ lắp có khe hở, nên khi gia công những chi tiết bạc trên máy tiện hoặc máy mài tròn ngoài, khả năng định tâm (độ đồng tâm giữa mặt trong và mặt mgoài) thấp. Ví vậy để khắc phục tình trạng đó người ta dùng trục gá côn với góc côn khoảng 3^5° (độ côn 1/500^1/1000). Trục gá côn có tác dụng khử khe hở và có khả năng truyền mô men xoắn khá lớn. Kết cấu như hình 2-10 c, tuy nhiên việc tháo chi tiết ra khỏi trục không phải dễ dàng.
Khi gia công các chi tiết có đường kính lỗ chuẩn khác nhau nhiều , để giảm số lượng trục gá cần chế tạo, ta dùng trục gá côn di động.
* Trục gá đàn hồ: khi gia công các bạc thành mỏng trên máy tiện, máy mài tròn ngoài…để tránh biến dạng do lực kẹp gây ra, ta dùng trục gá đàn hồi. Loại này có khả năng định tâm tốt (0,01^0,02mm), lực kẹp đồng đều.